Just like in the RF40 conversion I wanted to retain full manual use of the mill and I wanted to make the least number of permanent modifications to the machine as possible.
 |
Here's the assembly drawn up in CAD. It probably would have been better to mill out the main hanger from a single piece of aluminum, but I had to have the top piece made beforehand and I didn't have any stock large enough.. | 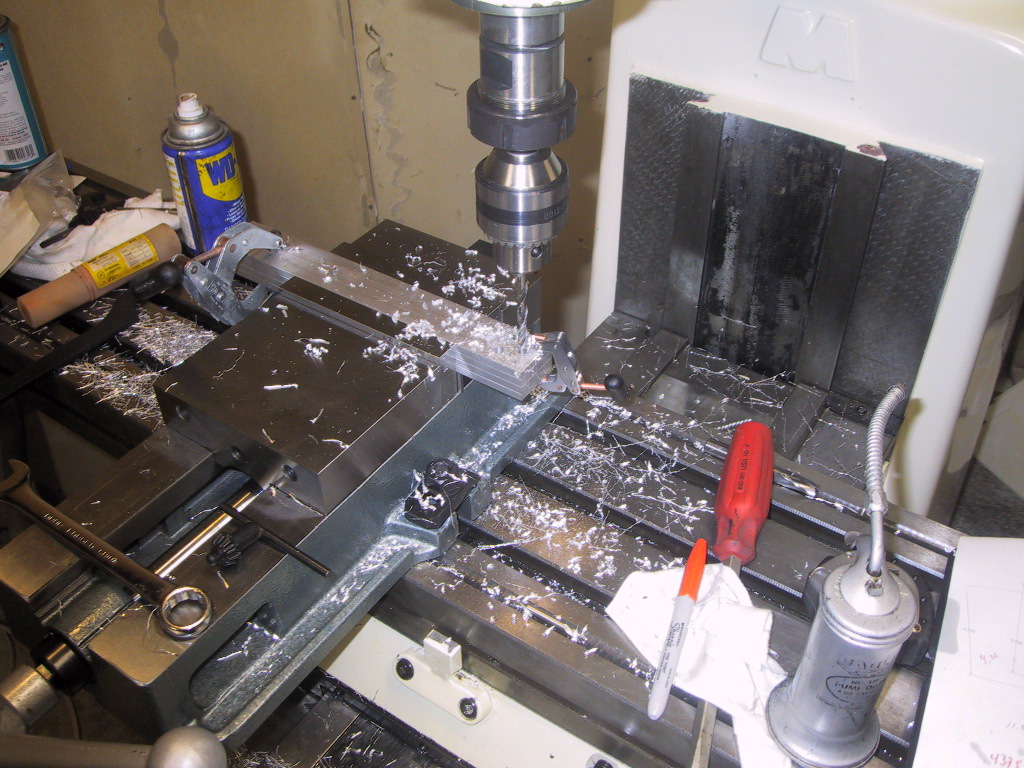 |
First I made the four outer side plates. Having a DRO made this much easier than on the RF because I didn't need to do any layout lines and I didn't need to worry about backlash or losing count of turns! |
 |
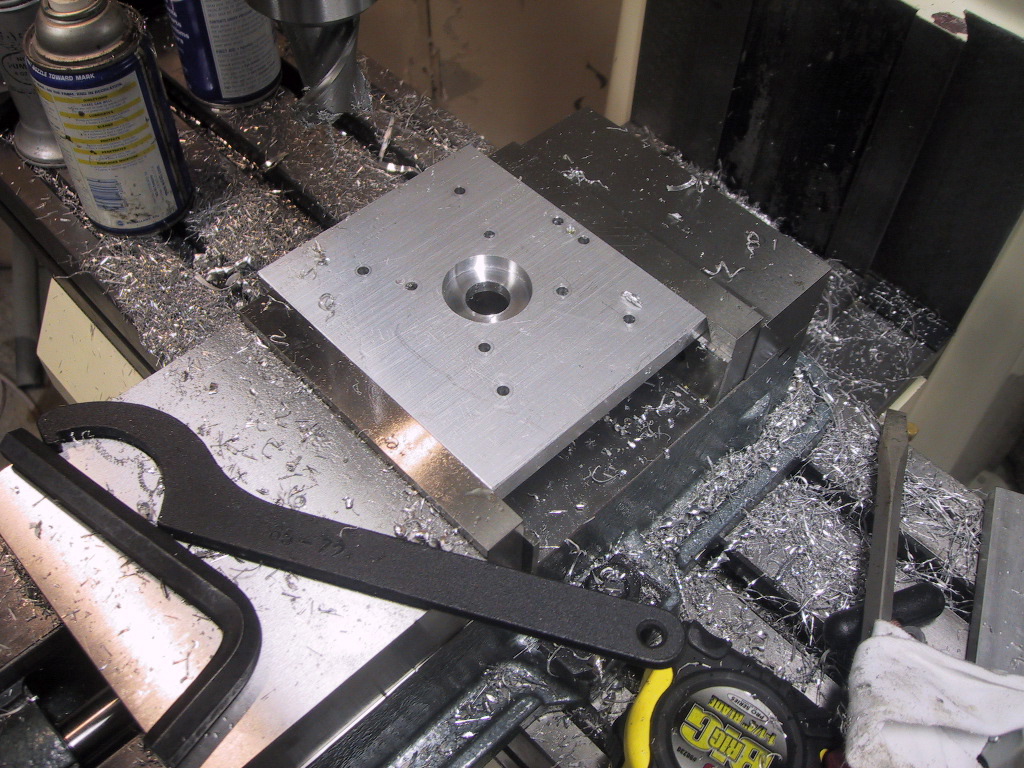
Next I did the two plates for the motor. One is attached directly to the motor, the other clamps on the other side so the motor can slide up and down to tension the belt. |  |
Since I'm doing both at once, the Kant-Twist's keep the two pieces together. |
 |
 |
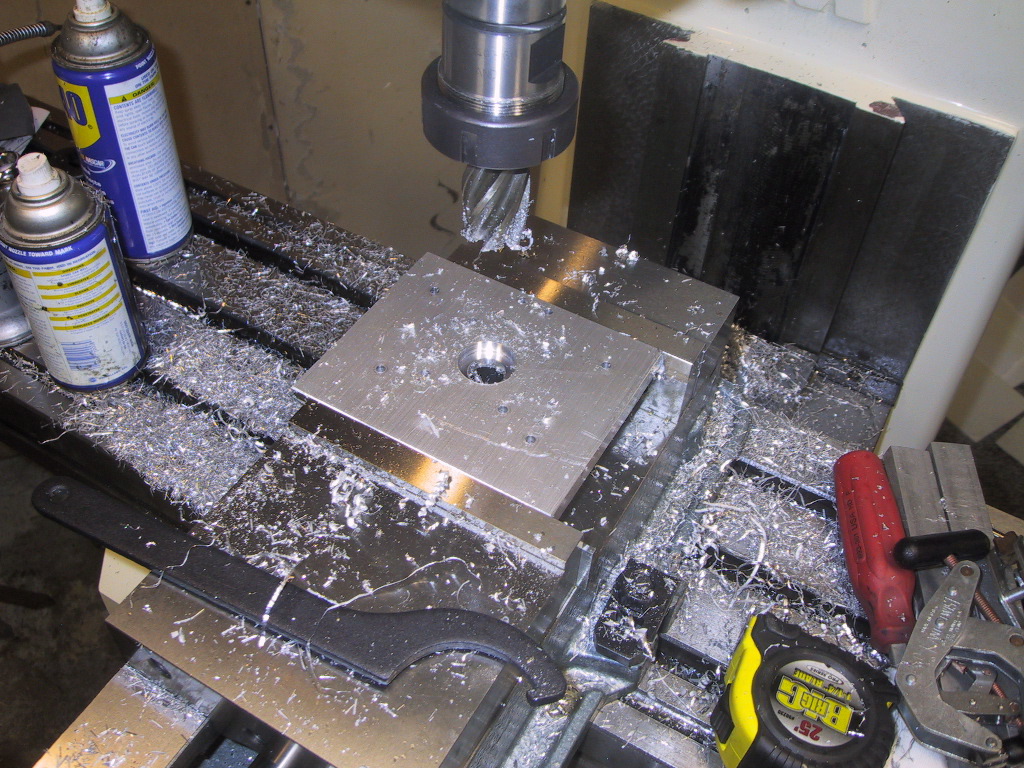
I drilled the center hole with a drill and then a couple end mills to get a nice finish. I wouldn't generally recommend holding your end mills in a drill chuck... | |
 |
 |
Because the location of the motor doesn't have to be super precise for this, I didn't bother to bore out the hole, just made it to size with the end mill. | |
 |
Cutting the angle on everything was a pain because I don't have a usable rotary table or a swivel base on my vise. This is more of a problem later on.. | 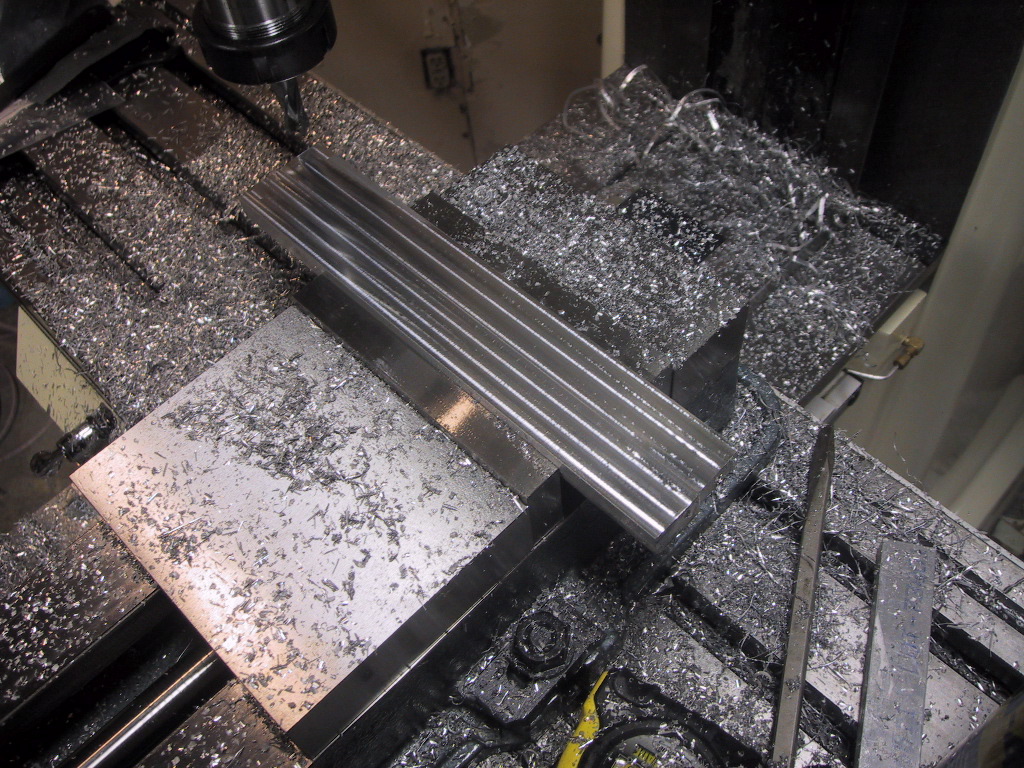 |
I flycut the two insert pieces so that they were 0.495" thick and the top and bottom were parallel. |
 |
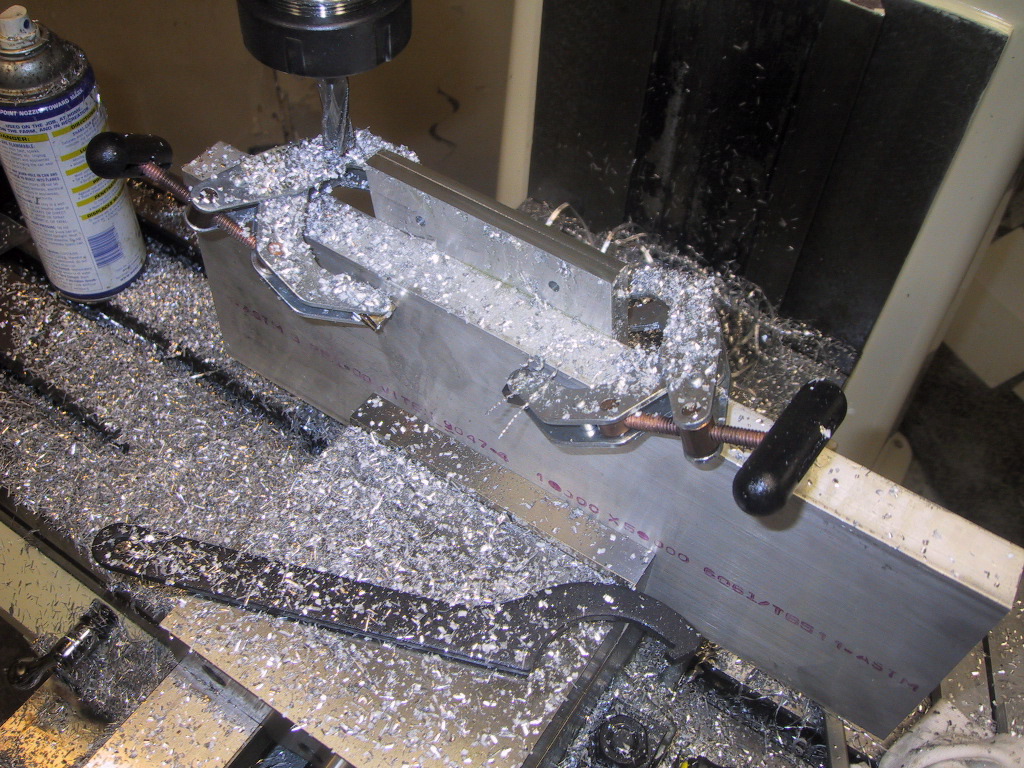
The plates stick so far out of the vise that I needed the 1" block of aluminum to provide some rigidity. |  |
This is not one of my best setups, but I was taking very light cuts and I didn't want to spend a lot of time making a one-use fixture. |
 |
I'm milling the slots for the motor mount plate bolts to ride in. |  |
|
 |
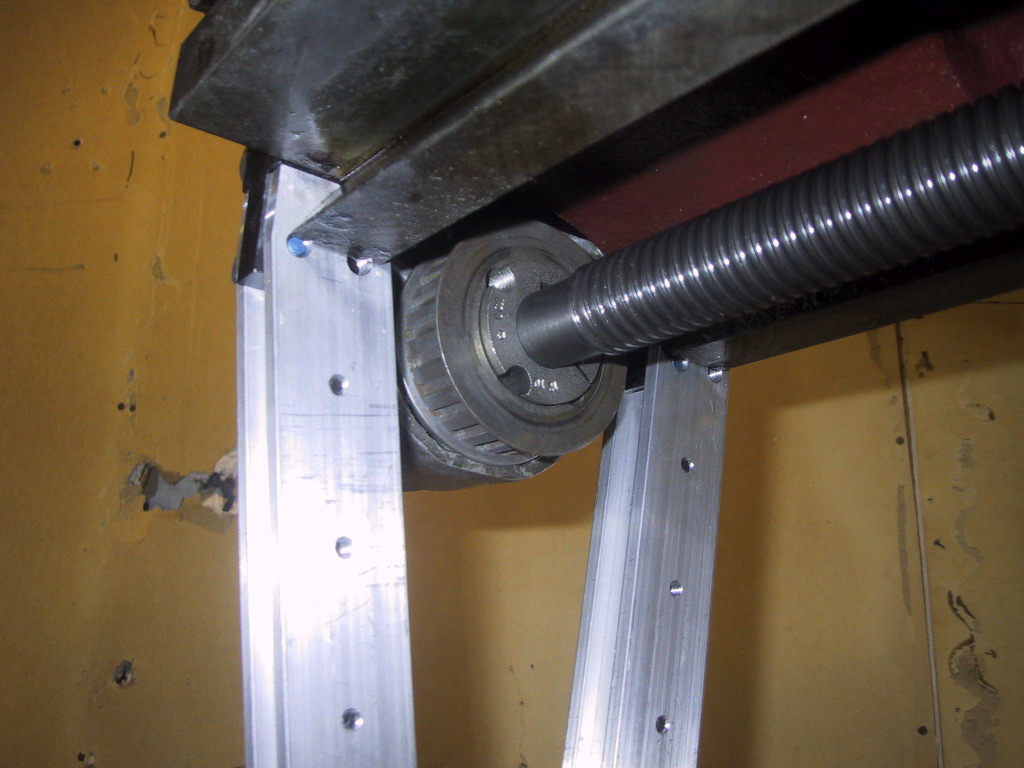
Everything bolts up very nicely. I had the ballscrews made up one inch longer than the original leadscrews so that I could mount my mounting plate between the table and the handle. | 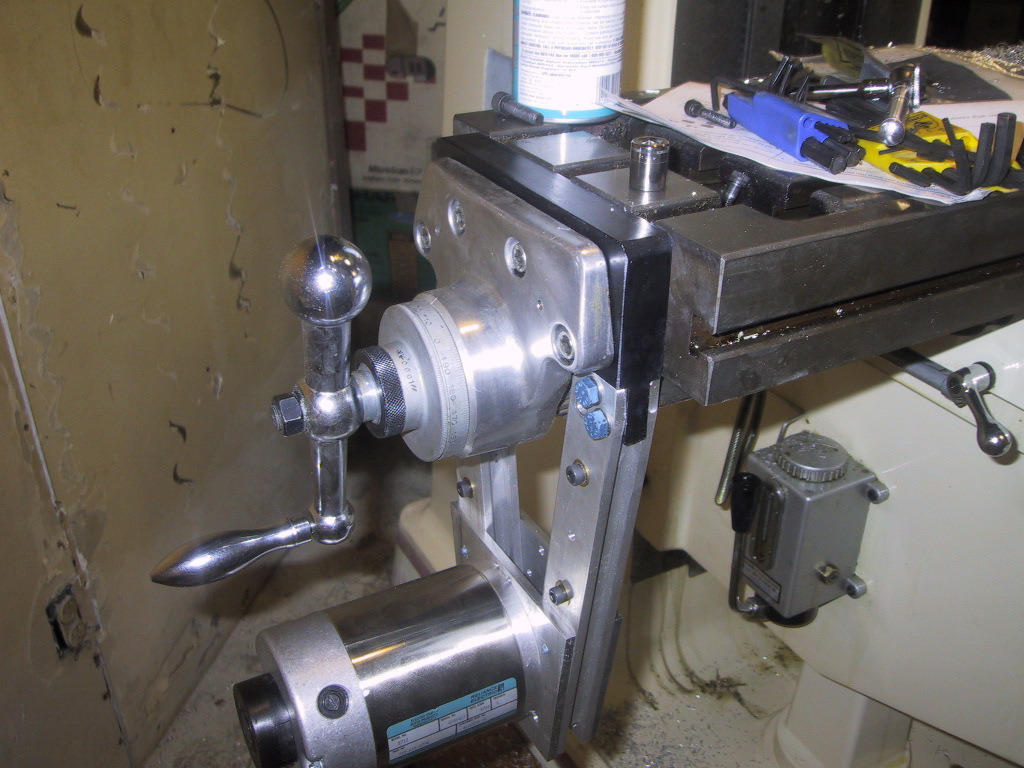 |
I had the top mounting plate made up by a friend of mine while the mill was in transit. Otherwise I would have had to assemble the mill with the ACME screws to make the plate before installing the ballscrews. |
 |
 |
The 24tooth 3/4" pulley fits just right! | |
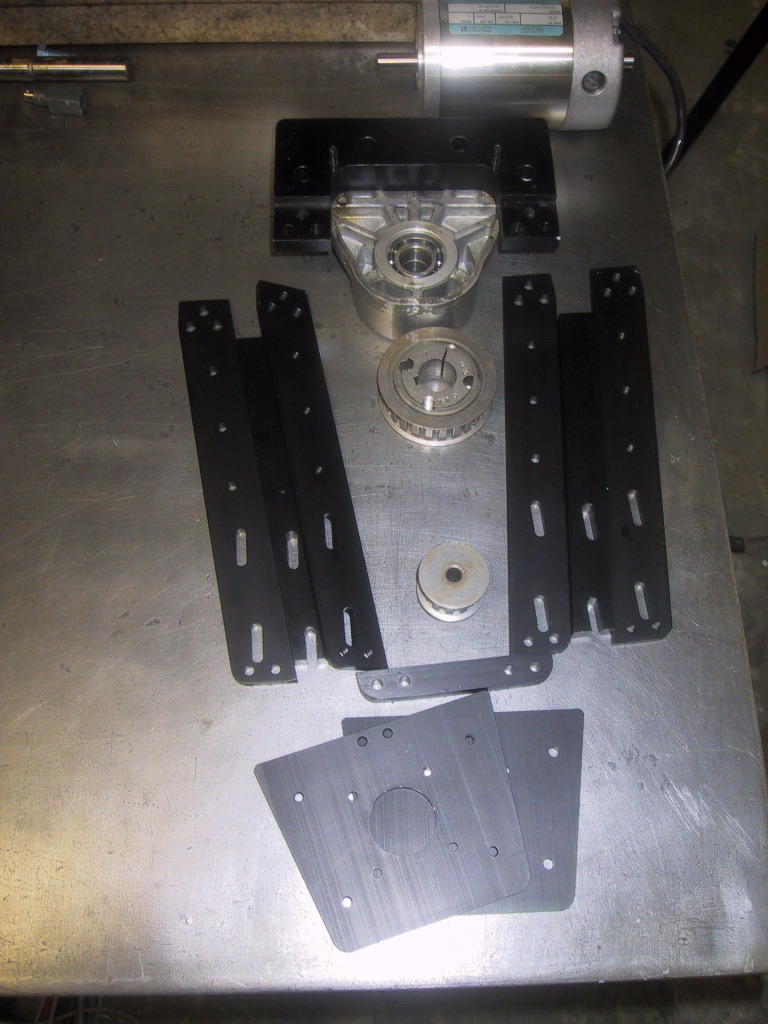 |
I sent all the pieces out for anodizing. The motor pulley still needs some work on the lathe, but otherwise everything is together. I replaced the old roller bearings with tapered roller bearings as well. |  |
|
 |
Also see: Assembling the Comet, CNC Conversion, Pt 2,