





I never did manage to fix either gib problem to my satisfaction before I decided to sell the machine and get a 'real' mill..
I originally bought a Bridgeport 9x49 milling machine when I bought the Troglia lathe. At the time, I wasn't motivated enough to move the Bridgeport into my basement, so I ended up getting a Rong-Fu RF-40 mill/drill...
|
My trusty engine hoist overlooks the new arrival. | |
See my page on building a stand: Frankie |
|
Yep, it is the genuine Taiwanese article.. | |
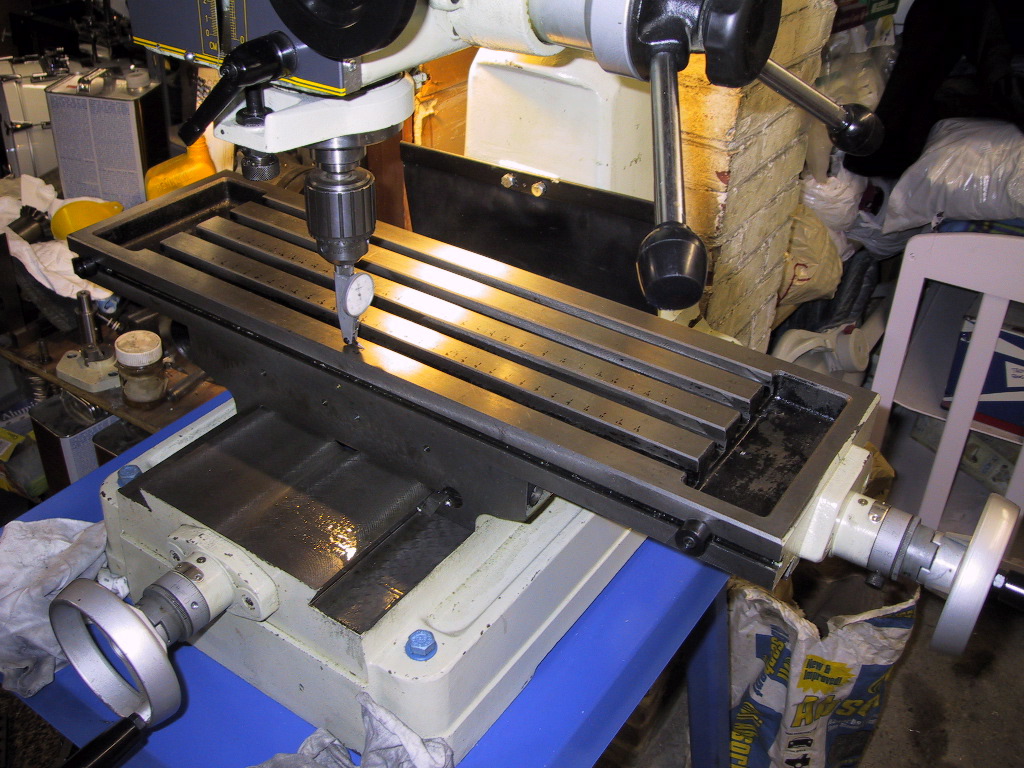
After I trammed the head, I mapped out the table for flatness. Turned out to be banana-shaped with the left and right extremes almost 0.002" higher than the center! |
|
|
Still, the ways look good.. | |
|
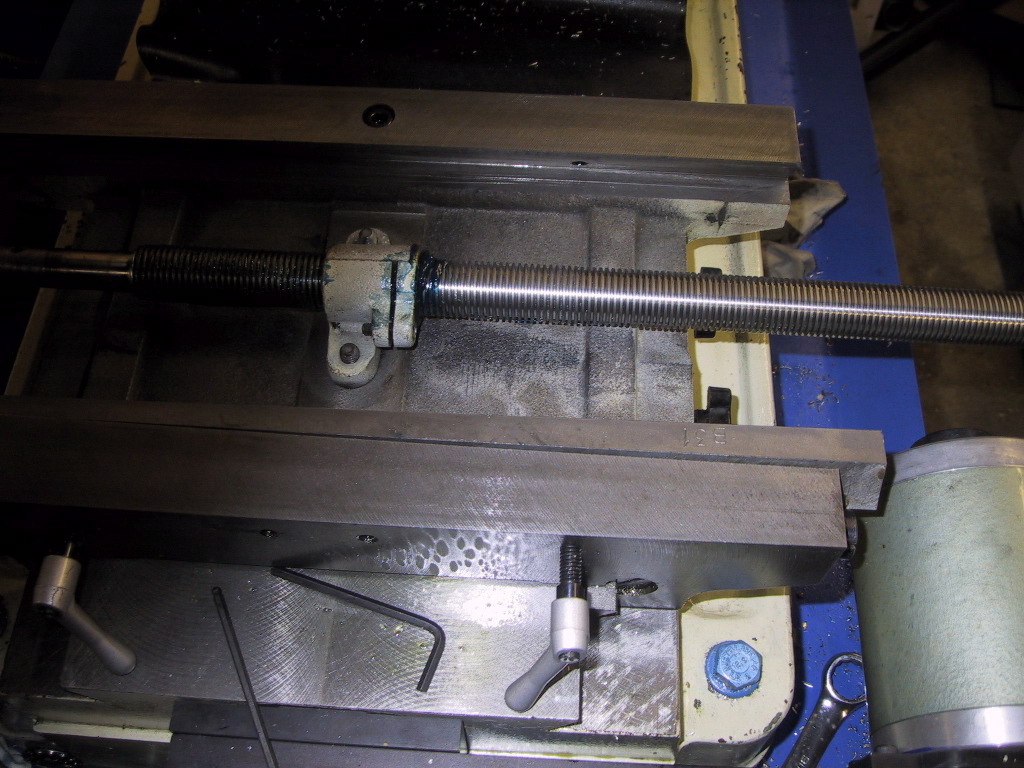
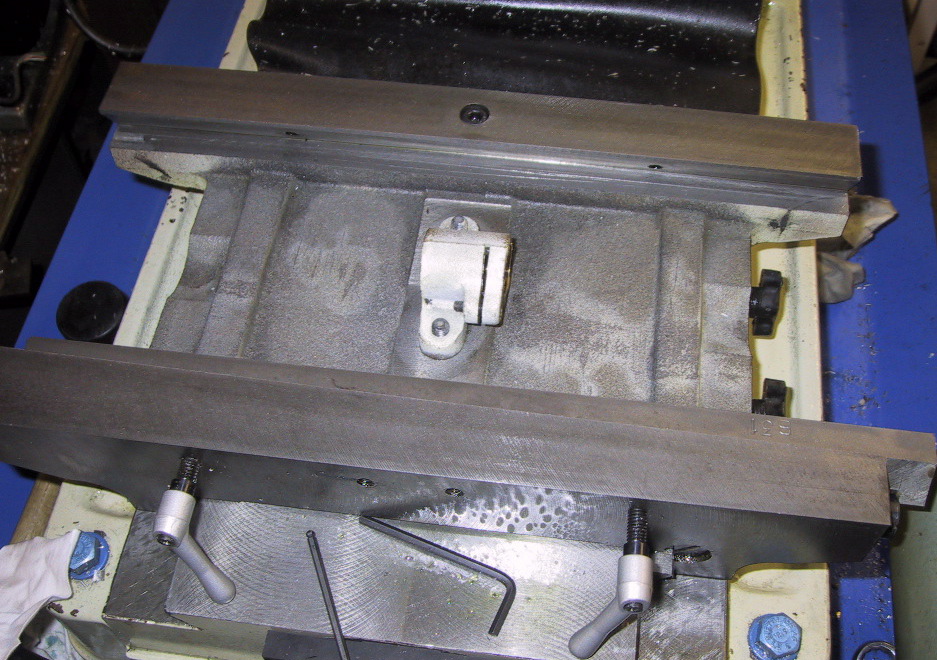
After using the mill for some time, I got frustrated because no matter how the gib was set, the X-travel would bind going one direction and be loose going the other direction. | |
|
|
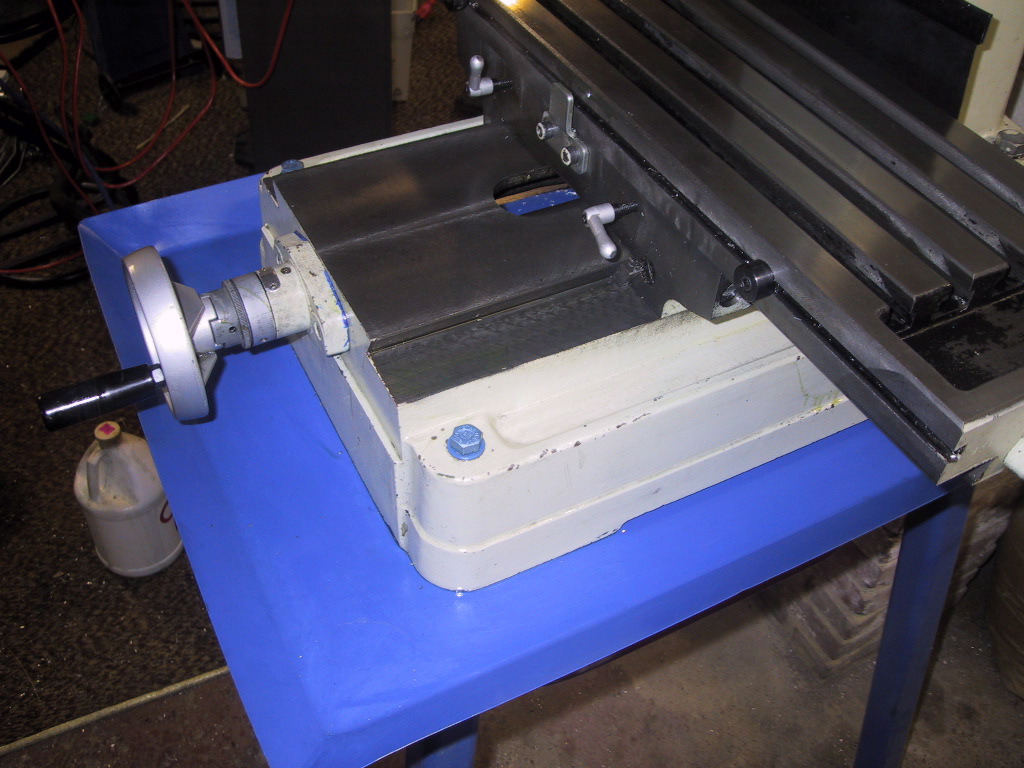
Everything all cleaned up... | |
It turned out that there were two problems, one, the gib's taper did not quite match the table's taper. On the small end, the gib was 0.005" too narrow. |
|
The second was that the notch in the gib for the gib screw was not square and was larger than the head. I attempted to fix this by adding a shim. Unfortunately this didn't work.
I never did manage to fix either gib problem to my satisfaction before I decided to sell the machine and get a 'real' mill.. |
||
When I got the RF40, the square column mills were not yet available. Had I known they would be widely available 6 months later, I might have waited... As many users of the round column mill/drills have found out, the round column has some shortcomings. The largest one being that you lose your zero when you move the head up and down. Although there are quite a few methods of keeping your zero, I found that the main problem I had was when moving from drill bits to end mills - the drill bits and chuck were always substantially longer than my end mills. I resolved that problem by getting an ER-40 collet holder, which moves the endmills down about 2". This resolved most of my head moving problems.
My second problem with the round column was that I was unable to get the head tightened on the column enough to prevent the head from shifting under heavy load! Eventually I discovered that the crappy bolts that lock the head had mostly stripped out! I replaced the bolts with high quality grade 8 bolts and never had a problem again..
See my pages on CNC Conversion., anodizing and moving out!
Return to the Virtual Smidgescape • Return to the 928 Pages • Return to the Machine Shop