












I don't actually remember at what point I became interested in converting my RF40 to CNC, but apparently it seemed like a good idea to me at the time. I guess a large part of my interest in CNC is I'm mostly a computer programmer, so computer control just seems natural.. In designing the CNC conversion, I wanted to retain manual control of the milling machine and I wanted to make a conversion that did not require any modification of the machine itself. I think I met those goals pretty well.
|
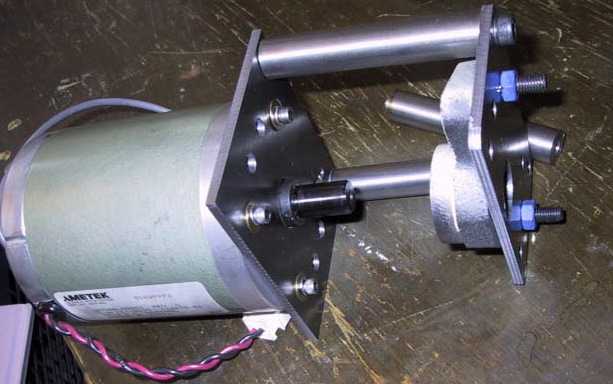
I made a pretty simple frame out of 4 3/4" posts, drilled and tapped on one end and are turned down on the other end to fit in a locating hole. | |
The turned down end is a slight interference fit in the hole in the plate. |
|
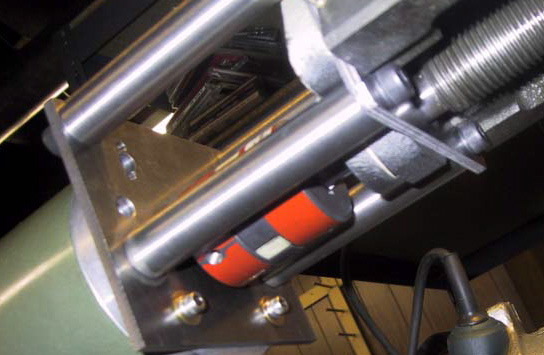
All of the pieces were made on the mill.. Getting the posts to the correct height (they're all the same within a few tenths) was a little interesting. I was really pissed when I broke a tap in one and had to make another! | |
Once I had everything together and I checked that everything was square, I welded the non-tapped ends to the plates. It would have been nicer to use bolts but then I would have had to drill clearance holes in the mill and the motor to clear the bolts heads which wouldn't have been nice! |
|
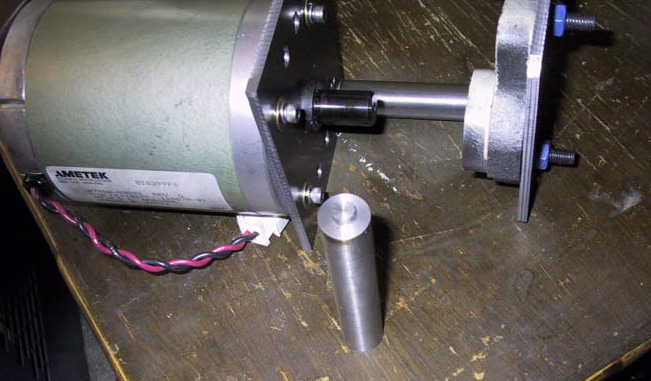
I used a cheap Lovejoy coupler because I couldn't find anything better that could be used with the 17mm lead screw shaft. I shimmed the spider so there is zero backlash. | |
In retrospect, I probably should have welded both ends as I didn't need to be able to dissasemble the frame in order to attach/remove it from the mill/motor. |
|
|||
|
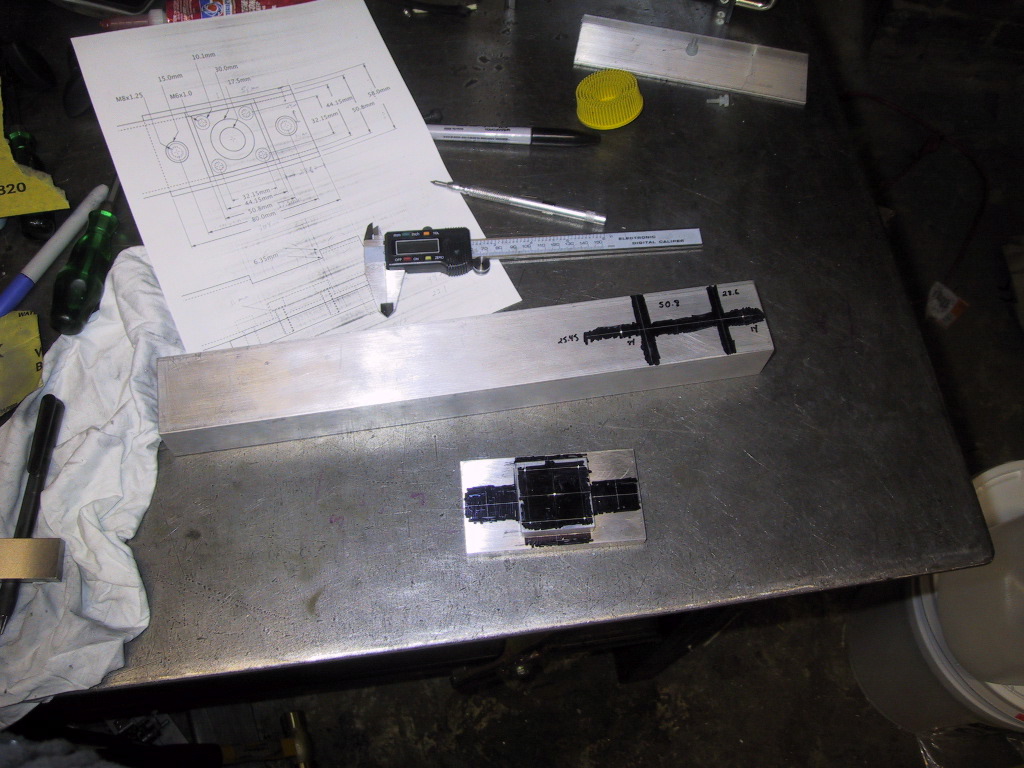
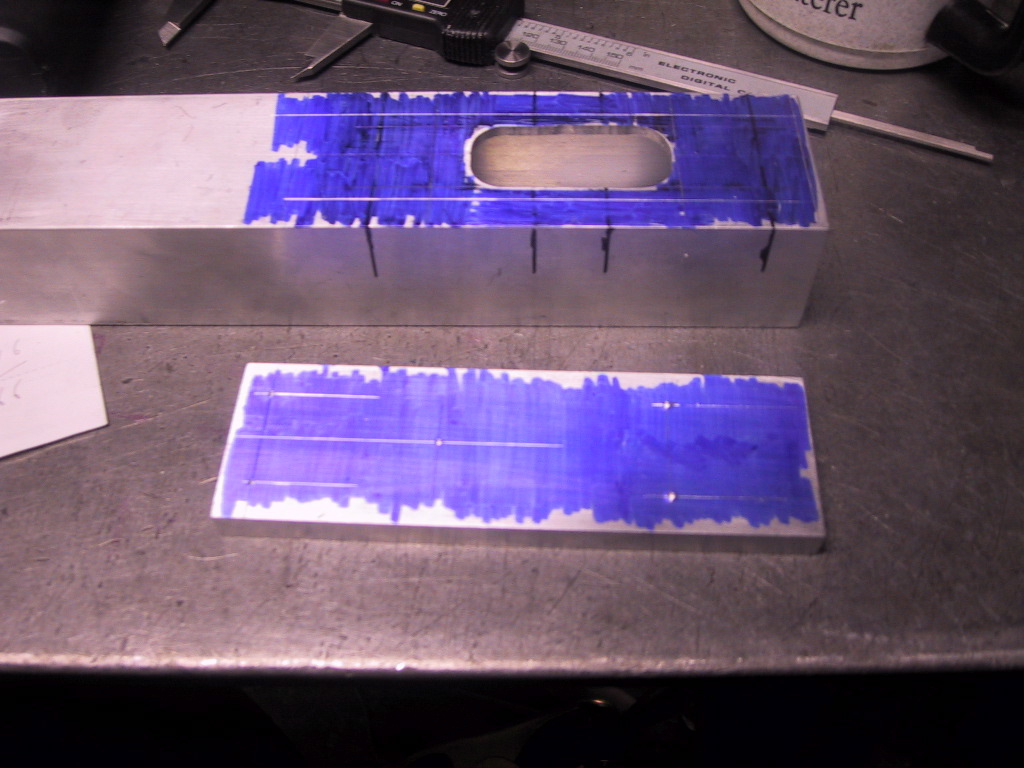
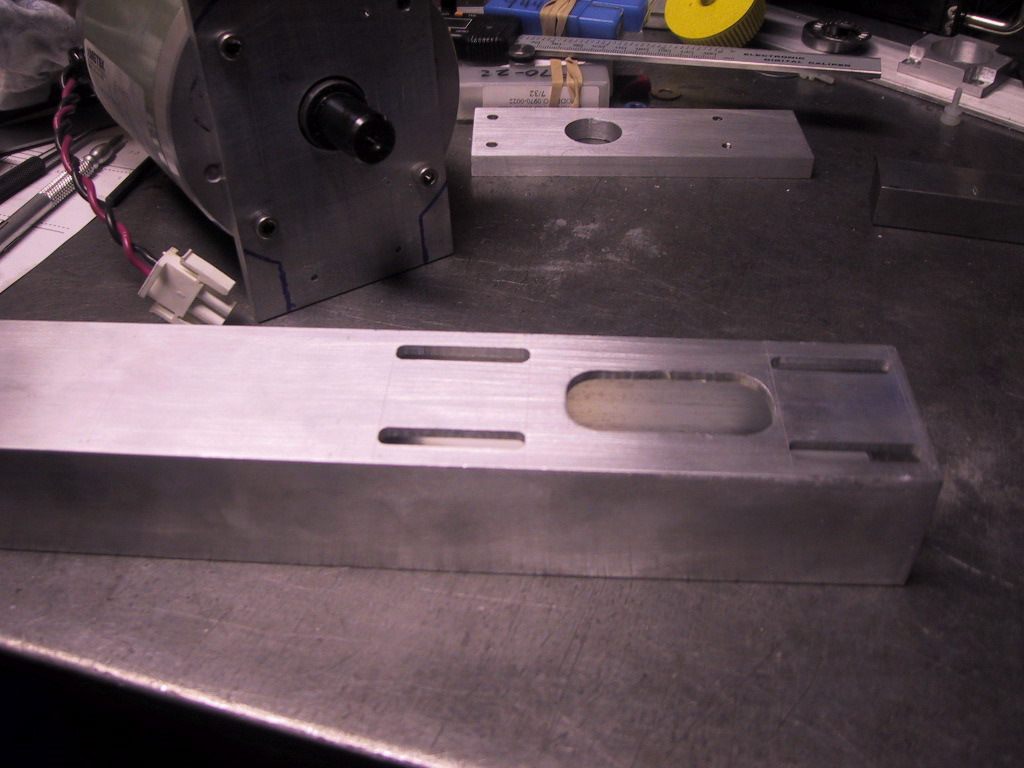
Because I wanted to retain the use of the handles, I wouldn't be able to use a direct drive on the Y-axis. Instead I designed a bracket that would use pulleys in a 1:1 ratio. Because I'm too cheap to buy layout dye, I used a Sharpie to give contrast to my layout lines. | ||
|
|
||
|
|
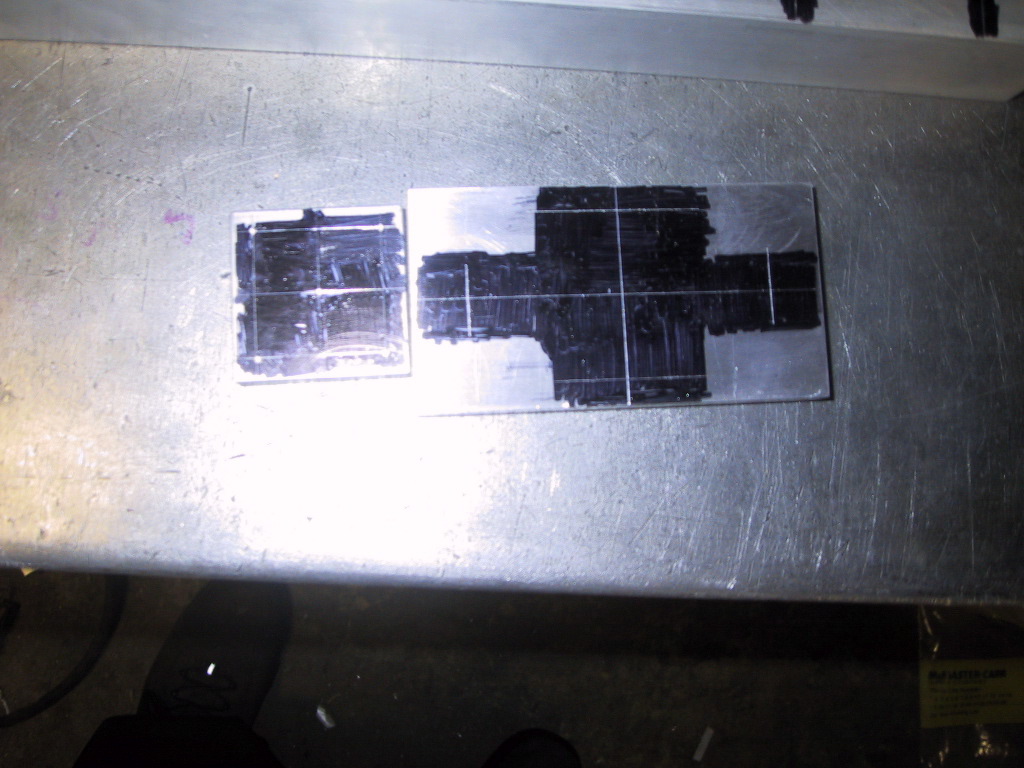
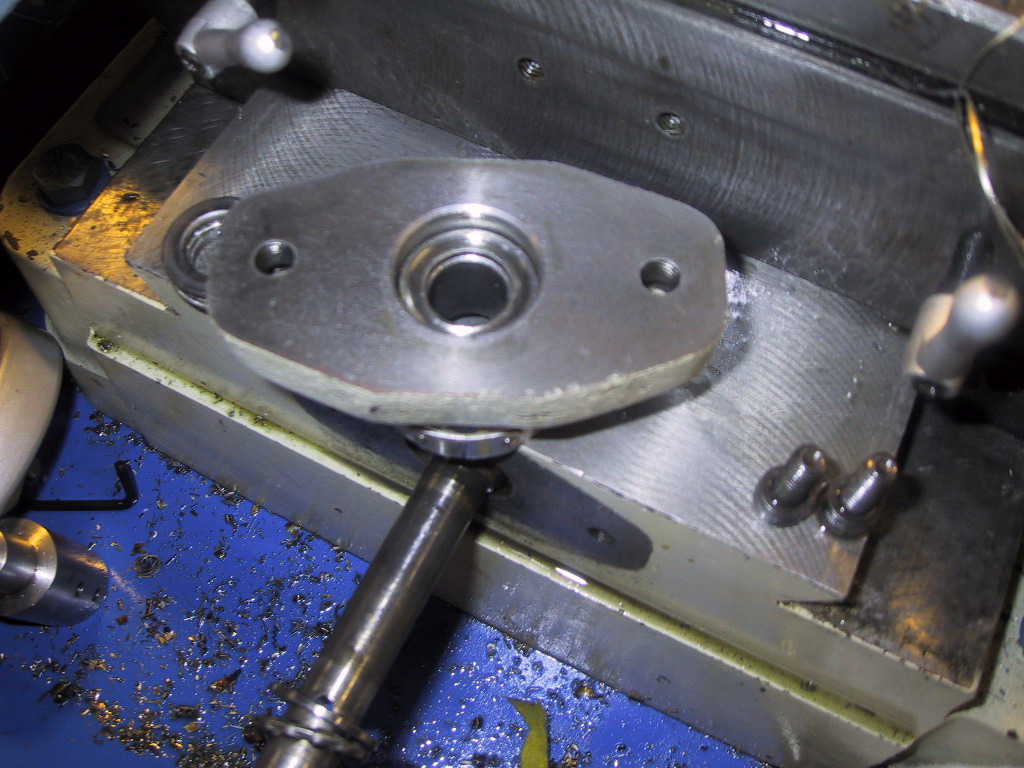
Because the bores need to match up precisely, and I don't have a DRO, I drilled some locating holes and then bolted the three pieces together. | |
|
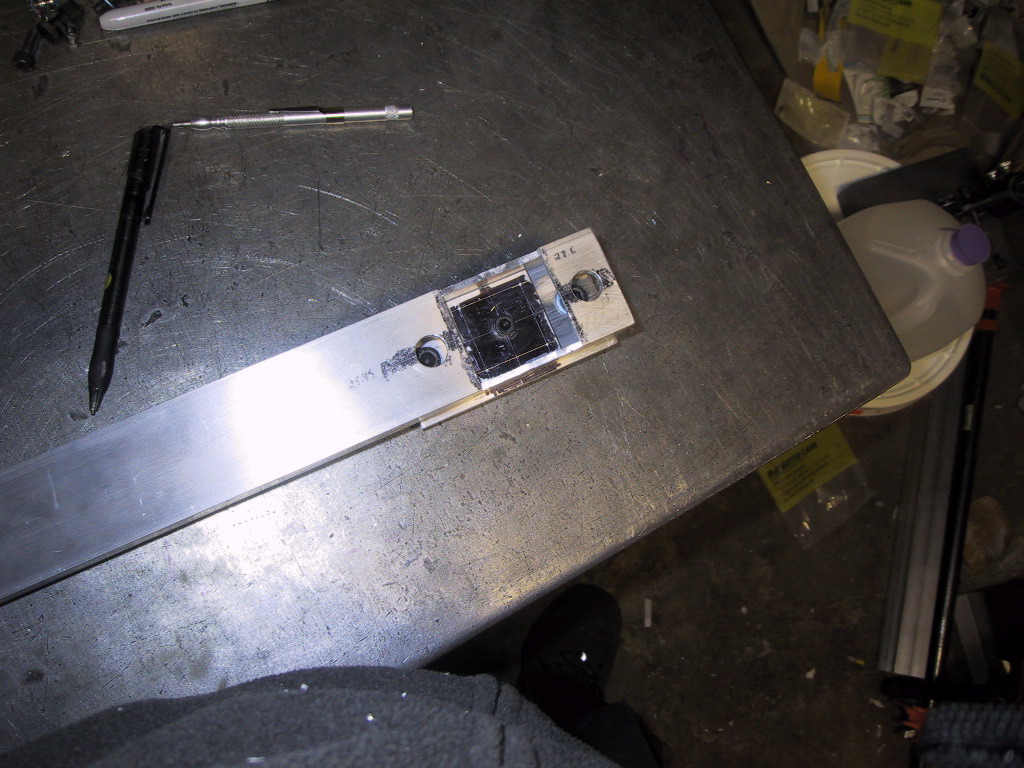
I then drilled out the four holes that attach the bearing housing to the main assembly. | |
On the Y-Axis, I'm actually replacing the stock bearing housing. Whereas on the X, I just displaced it slightly. |
|
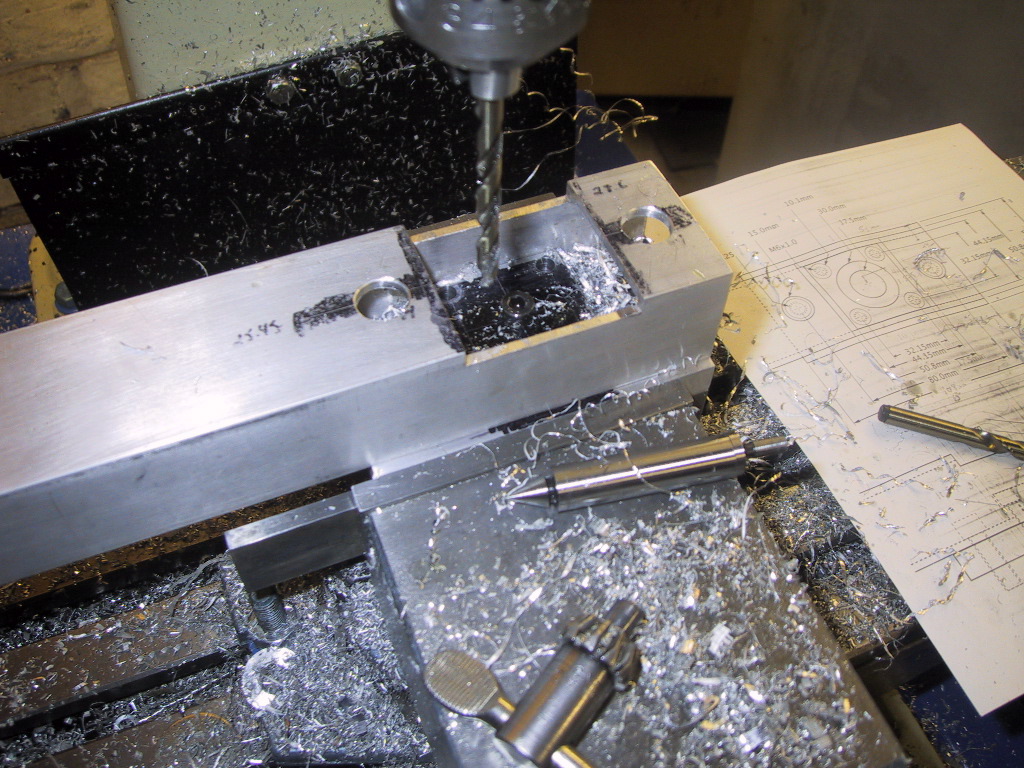
With the backing plate and the front bearing housing bolted together, I bored out the bearing holes. I didn't have a boring bar so I used an end-mill in a boring head. | |
|
|
|
All anodized and ready for assembly. See my page on anodizing for details. | |
|
My helper says she's ready! | |
My first attempt and using inexpensive capacitors ended up spewing capacitor juice all over the place. |
|
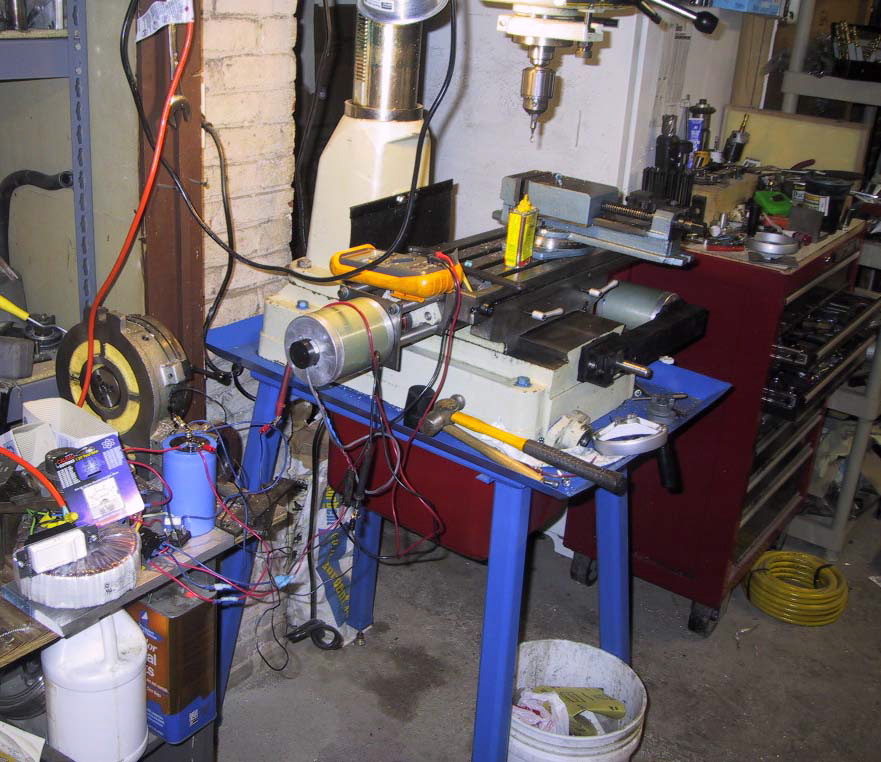
With a real cap, everything works great! I'm using an AC light rheostat to control speed right now.. | |
Here's the computer with the Gecko cage |
|
The light rheostat works pretty well, except it won't go low enough to drive the servos at a suitable slow speed. But it certainly is nice on traversal! | |
|
Return to the Virtual Smidgescape • Return to the 928 Pages • Return to the Machine Shop • Return to RF40